|
|
||||||||||||
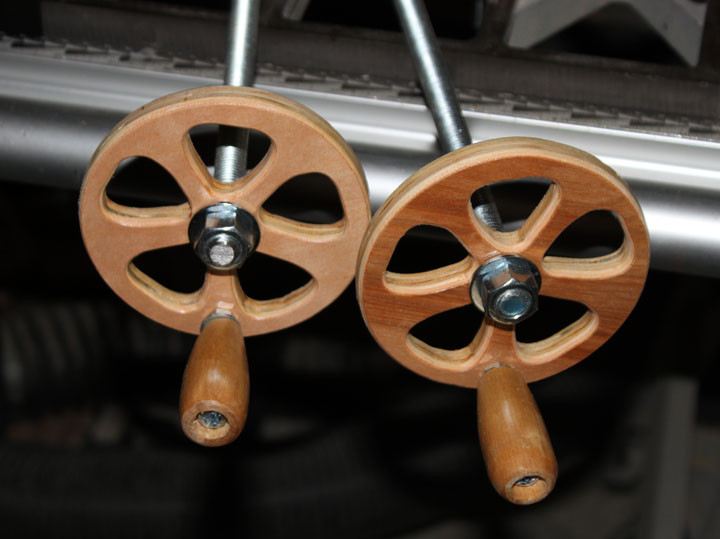
May 2013 - This is a build log of making a new drill press table for my drill press. It's not like I didn't already have a table - the one I've had for years is shown above on the left. It is very simple - two layers of birch plywood with T-Tracks laid in the top layer for the fence bolts. The fence is just a 1/8 inch thick angle of hardware store aluminum and some store bought handles. It served its purpose well for many years, but lacked a few features that I came to need over time. Figure 2 shows the new completed table that is based on a design by Stumpy Nubs that has several features I was looking for:
The last two features allow the table to move around under the fixed position drill bit. There are always trade-offs in engineering - in this case the table is positioned by the use of drawer guides and threaded rods that engage a fixed "half nut." The "half nut" is the same kind of mechanism used on many metal lathes to engage/disengage the automatic threading drive. It may be pulled out of the way to allow quick positioning of the table, and re-seated to use the micro-positioning cranks. To provide access for the quick release, the half nut must be positioned at one end of the threaded rod, which means the table can only be moved toward that end. If the whole table is placed on the drill press such that the bit is directly above the center of the table, then the bit can only be positioned over one quarter of the table's area. Sacrificing positioning area for a quick release is not such a bad trade-off, as you can always re-position the larger pieces of material. Or, for larger pieces of material you could position the table off center, moving it forward and to the right and thereby increasing the table's effective movement range. I deviated from the plans in several places. The first and most obvious deviation is that Stumpy's plans call for a 4 inch dust collection port on the back, and provides large drawers for storage. I only need a 2 1/2 inch port, and I plan for my drill bit storage to be elsewhere, so I opted to reduce the overall weight of the table by giving it a lower profile and storing less steel in it. I kept the two long drawers but didn't need the center drawer. On building the table, I started with the mechanical parts first.
Above left shows some shop-made crank handles made from a 1/4 bolt and some 1 inch dowel. After marking the centers of both pieces of wood, I drilled out the hole for the bolt head about 1/2 inch deep, and then drilled the remainder with a 1/4 inch bit. I sanded these to shape manually on a disc sander. The nut in Figure 3 is threadlocked in place with some slack to allow the handle to easily rotate about the bolt. The other end goes through the handwheel with a nylock nut on the other side, which allows it to stay put, but can still be removed if need be. Above right shows the handwheels I cut out of 1/2 inch ply on my CNC machine, although you could easily make these with a jig saw if desired. More simply, you can do as the plans call for and just use a small hardwood plank for a crank arm, but I've always fancied the look of a handwheel. Normally, handwheels are used to add inertia to the wheel movement to smooth out the motion, which is why they are usually heavy cast iron. My wooden ones do not have much weight, so this is purely a decision about looks, not function.
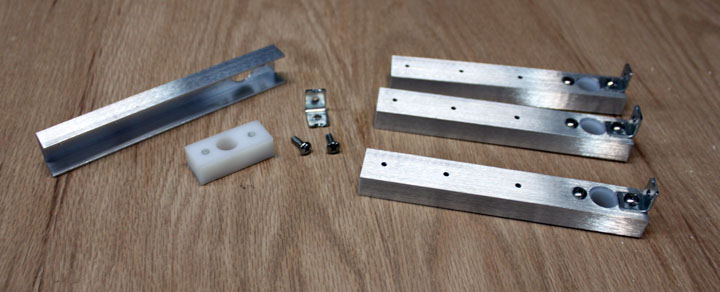
Fig. 5 The plans call for the 1/2 inch threaded rods to be supported by holes on edge in 3/4 inch hardwood, leaving only 1/8 in of wood on either side of the rod for support. This also doesn't alleviate any wear of the steel threads against the wood. The other end of the hardwood support is just screwed and glued edgewise onto 3/4 inch plywood, also not the best situation. Since this attachment must endure any cranking forces as well as the locking mechanism, I wanted to do this a bit differently. I started with some aluminum U channel that is sized specifically to provide a durable cover over 3/4 inch plywood edges - a 4 foot piece was $6. Since the UHMW plastic they use for mitre gauge slides is also 3/4 inch, and acts as a very good low speed bearing surface, I decide to embed that in some of the channel - especially since I had a piece of it on hand. (If you haven't heard of this material before, it's an acronym for Ultra High Molecular Weight polyethylene - kind of like a solid chunk of Teflon, only tougher and machinable, but still has a slick surface.) Here is an example of it where you can get it and see that it's not very expensive. Another idea is to use some Walmart white kitchen cutting board material, which is very similar, and cuts very easily on a table saw. The next step was to drill the holes in a line on the sides, as well as for threaded holes into the UHMW plastic, and the main 1/2 inch hole for the threaded rod. I will need four of these brackets, one for each end of the threaded rods. The hole for the threaded rod is 1/2 inch, the holes around it are drilled to tap out an 8-32 thread, and the other three holes are for a # 8 pan head screw into the plywood. When those were all drilled, the plastic was removed from the channel, and the 1/2 inch hole was drilled out a bit wider so that the threaded rod will not touch the aluminum, but only the plastic. The last touch was to take some hardware store steel L brackets, cut them to size and drill them to allow an 8-32 screw to pass and place them on the end of each bracket. These will support the T Track axis lock as will be shown later below. Although this approach only adds a few bucks to the project cost, it makes for a very smooth yet firm axis movement.
Fig. 6 After cutting the 3/4 plywood lower slide, upper slide, bottom and top to plan dimensions, it was time to see if everything so far fit together properly, as shown above resting on my table saw. In between the lower slide and the upper slide (bottom two boards shown above) are two ball bearing drawer slides, as well as in between the next layer of plywood. The bottom slides are front to back, so the left handwheel will move the table front along that line (what I will call the Y axis, although that is somewhat arbitrary) and the right handwheel will move the top board in the figure right to left, the X axis.
Fig. 7 Above shows why a trial fit is important - I found I needed a spacer between the brackets and the handwheels and end nuts, mostly to allow clearance for the T-track that is yet to be cut to size and mounted. I made these in just a few minutes from some 1/2 inch PEX water pipe segment I had on hand, but any 1/2 inch ID pipe will do - you could make them from copper or even wood if need be. PEX is a good choice because it is very much like the UHMW - slick and wears well. Also, I deliberately cut the threaded rods a bit long in both directions until now, so I can mark their proper length shown by the red line on the threads.
Fig. 8 The plans call for a 1/2 inch threaded rod coupler to be split in half, and epoxied onto a wooden cradle that has a perpendicular 1/4 inch threaded rod epoxied into it. The half nut then rides on the main drive rod and moves the table when the crank is turned, and is released when you pull down on the rod. I'll call the 1/4 threaded rod in the above photo the "QR pull rod," not to be confused with the threaded 1/2 inch drive rods. I decided to do this half nut quick release coupling a bit differently. A good friend, John Groeneveld, does a lot of aircraft welding and has a nice TIG set up, and he graciously welded the rods onto the split couplers for me. A right angle was maintained by chucking the pull rod in a drill press, and lowering it onto the nut to hold it while welding. I think a welded joint is more robust, if not more elegant, in this application, although it is to Stumpy's credit to devise a way to do it using only simple tools. I cut the coupler lengthwise on my metal bandsaw, and used a couple of lengths of 1/4-20 threaded rod I already had. Were I to do it over again, I would use unthreaded rod for the QR pull rod and cut the threads for the knob on the end by hand.
Fig. 9 Above shows the way I mounted the coupler in the bracket. Since my T-track is installed a bit differently, the dimensions of this piece are different as well. The plans call for a 1/4 inch hole to be drilled into the bracket to hold the QR pull rod. Any play of this coupler in its hole will translate to the table sliding while positioning, so at a minimum, the hole must be drilled quite perpendicular and with as little play as possible. Although I did my best, my result still allowed the QR pullrod to wiggle slightly in its hole. Plus, it seems that the more the rod is pulled, the more wear and play there will be over time. I thought about some brass oil impregnated bushings here to help stabilize the rod, since they are available at my local big box store (Lowes's), but times four they are a bit expensive and extra lubrication really isn't needed here. I settled for some 1/4 inch ID brass pipe (yep, I had it on hand, but you can get it cheap at a hobby store) and drilled the hole out to fit - a 9/32 bit worked for me. I cut the pipe to go all the way through the bracket and extend up about 1/2 inch to support the rod closer to the neck. With that, there is now very little wiggle on the coupler. I also drilled and tapped a 1/4-20 hole in a wood ball as a handle to pull down on the coupler, releasing the table. Also, choose a fairly stiff spring here that slips over the pipe as this provides the force that keeps the threads engaged on the drive rod. On mine, there is a about two to three pounds of force pushing up on the coupler, and that seems about right.
Fig. 10 Above shows the mechanism for the table positioning installed, minus a few final assembly screws. This is the same basic shot as Figure 7, but with the rest of the parts in place. I made two handles for the axis locks (one is on the left) in the same manner as described by Figure 3, except I bore a 1/2 inch deep hole in the end of the dowel for a 1/4 inch T-nut to fit inside. The hex head of the bolt rides in the T-track, and turning this handle locks the axis firmly in place. The self-sick measuring tape rides on the top of the T-Track, and the cursor with a red scored line is from a 1/4 inch piece of Lexan I had on hand. I also had some edge banding on hand from another project, so I covered the plywood edges as well. Everything now moves very smoothly and it locks solidly in place. That takes care of the mechanical parts of the table, now to make the rest of the shell.
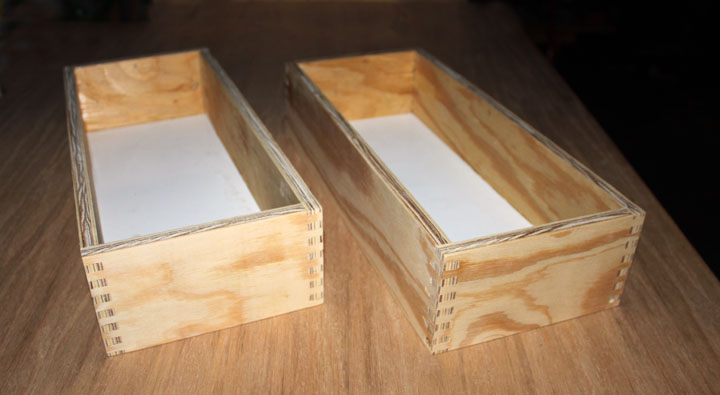
Fig. 11 I built these drawers in my "personal best" record time using Stumpy's finger joint jig cutting the fingers on four boards at once. Since I was making two drawers, I could have cut eight boards at once, but I decided not to press my luck. I used some plain ole 1/2 ply with some 1/8 inch white hardboard - not the best material, but it is what I had on hand and I think it will hold up. I shortened the length a bit to accommodate a false front that I will carve. I will cut slots along the sides for the runners after I can see how they will fit in the shell.
Fig. 12 Same perspective as Figure 6, but the table is now mounted on the drill press, and here the shell is on the top slide and the drawers are in place in their runners. I used some more of the 1/8 inch hardboard to make the runners. The middle chamber is for dust collection and will just have a false front to match the drawers. The dust collection port is on the back, but you don't see much of it in this photo. The top square hole is for the replaceable insert. Now for some track, a fence, and some finishing touches.
Fig. 13 Above, the drawer fronts and middle piece have been carved on the CNC and are just sitting in their positions. They are meant to go with my Tool Chest, and will be finished using the same method as the ones shown on that webpage. I added some edge banding I had left over from another project to clean up the edges a bit. Also, while Stumpy saves you $25 by using hardboard slots to make the tracks for both clamping material as well as setting the fence, I think I would be chewing those up fairly quickly so I used some regular extruded aluminum T-Track, shown above. The table surface will be built up around them with hardboard.
Fig. 14 This shows the table nearly complete - the hardboard surface is done with the replaceable insert in position. All the hardboard was given a coat of satin polyurethane. I chose to screw the surface down with corner flat head screws to make replacing the surface simple. The carved fronts have been given the treatment to match my tool chest, and both cursors are in place.
Fig. 15 The fence has been made with a hardboard front and I put the T track along the top, which will help keep the stop lock knob out of the way. The fence lock handles (barely sticking up along the back of the fence in the above picture) are like those made for the axis lock handles described in Figure 10. The stop lock knob is one that I found - believe it or not, I was walking the dog on the day when I was making the stop block for the fence when I passed an old fertilizer spreader being thrown away at the curb, just as the garbage truck was coming. The spreader had that 1/4-20 knob on it, so it was Kismet! I made an extra stop block as well, tucked into a drawer. One of the primary reasons for using a drill press is that it drills straight down. However, when I placed a square along a bit chucked in the drill, it was perpendicular left-to-right, but was out quite a bit front-to-back. This was not going to do! After looking at what was going on, I saw that the drawer guides had enough play in them such that just the weight of the 1/2 inch steel rod on the front was causing the whole table to rock forward in the drawer guides. Just shimming the table wasn't a solution, since when the weight distribution on the table changes (which it does when you place something on it or apply downward force on the quill) the guides would still be able to rock back and forth. After some headscratching I emailed Stumpy who assured me he had not seen this problem, I began to suspect the guides I used. I admit I bought the cheapest ones I could find - $10 at Menards for the 18 or 16 inch ones made by Hickory/Belwith. I removed them and attempted to "adjust" the play in them by some careful squeezing of the ball bearing ways in a vice, but this proved difficult at best as the needed precision here and the springback of the steel just didn't mix. I looked around and at Lowes I saw some Gatehouse brand slides, but they looked identical to the Hickory ones, just a bit more expensive. They also carried a Richilieu brand slide, and they were twice the price, definitely a different product, but the basic mechanism looked exactly the same. Woodcraft carries 16 inch Accuride slides for $18 - a bit more pricey, but the crimped ways for the ball bearings to travel looked like they wrapped around a bit further, which would restrict movement in the needed direction, so I bought a pair and installed them. Voila! The problem went away. Perhaps I was simply unfortunate to get a badly made pair of guides, or maybe the lesson here is that not all drawer guides are created equal. Anyway, all's well that ends well.
Fig. 16 So, now that it's done, how do I like it? I think its great. The large hole inserts allow me to do some oscillating drum sanding with good dust collection, shown above. I haven't made the lathe attachment yet, but I will update this page when I do - might be just the thing for making knobs or handles without having to get out the lathe. The ability to move the table to a position and lock it in place works very well. This is a much better fence and stop block arrangement than I had before. Although I store my drill bits elsewhere, the drawers right there are pretty handy for the spare inserts and many other accoutrements of rotary motion. One caveat: Please do not get the idea that this will replace the rigidity and precision of a milling machine, like this one, however. As long as you are happy with 1/64 kind of accuracy, which is where most woodworkers live anyway, this is great. If you wanted to get really fancy, you could add DRO's on this, like what I did on the above referenced mill, instead of using a ruler to position the table, but that would add about $60 to the cost and would only display a false sense of accuracy. For the most part, given the dimensional instability of wood anyway, I think the accuracy this table provides is entirely appropriate. Using my drill press now makes me smile. Thanks for looking! Comments may be sent to gary at liming daught org. |
|||||||||||||